phone +86-533-3580667
CN
TIG Welding
Tungsten Inert Gas (TIG) or Gas Tungsten Arc (GTA) welding is the arc welding process in which arc is generated between non consumable tungsten electrode and workpiece. The tungsten electrode and the weld pool are shielded by an inert gas normally argon and helium. Figures 10.1 & 10.2 show the principle of tungsten inert gas welding process.
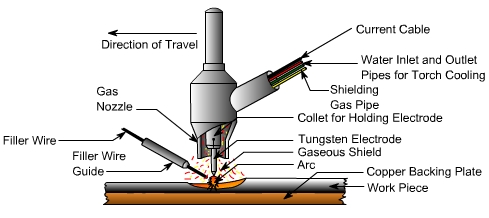
Fig 10.1: Principle of TIG Welding.

Fig 10.2: Schematic Diagram of TIG Welding System.
The tungsten arc process is being employed widely for the precision joining of critical components which require controlled heat input. The small intense heat source provided by the tungsten arc is ideally suited to the controlled melting of the material. Since the electrode is not consumed during the process, as with the MIG or MMA welding processes, welding without filler material can be done without the need for continual compromise between the heat input from the arc and the melting of the filler metal. As the filler metal, when required, can be added directly to the weld pool from a separate wire feed system or manually, all aspects of the process can be precisely and independently controlled i.e. the degree of melting of the parent metal is determined by the welding current with respect to the welding speed, whilst the degree of weld bead reinforcement is determined by the rate at which the filler wire is added to the weld pool.
In TIG torch the electrode is extended beyond the shielding gas nozzle. The arc is ignited by high voltage, high frequency (HF) pulses, or by touching the electrode to the workpiece and withdrawing to initiate the arc at a preset level of current.
Selection of electrode composition and size is not completely independent and must be considered in relation to the operating mode and the current level. Electrodes for DC welding are pure tungsten or tungsten with 1 or 2% thoria, the thoria being added to improve electron emission which facilitates easy arc ignition. In AC welding, where the electrode must operate at a higher temperature, a pure tungsten or tungsten-zirconia electrode is preferred as the rate of tungsten loss is somewhat lesser than with thoriated electrodes and the zirconia aids retention of the ‘balled' tip.
Table 10.1 gives chemical composition of tungsten electrodes as per American Welding Society (AWS) classification.
|
AWS Classification |
Tungsten, min. percent |
Thoria, percent |
Zirconia, percent |
Total other elements, max. percent |
|
EWP |
99.5 |
- |
- |
0.5 |
|
EWTh-1 |
98.5 |
0.8 to 1.2 |
- |
0.5 |
|
EWTh-2 |
97.5 |
1.7 to 2.2 |
- |
0.5 |
|
EWZr |
99.2 |
- |
0.15 to 0.40 |
0.5 |
Table 10.1: Chemical Composition of TIG Electrodes.
Tungsten electrodes are commonly available from 0.5 mm to 6.4 mm diameter and 150 - 200 mm length. The current carrying capacity of each size of electrode depends on whether it is connected to negative or positive terminal of DC power source. AC is used only in case of welding of aluminum and magnesium and their alloys. Table 10.2 gives typical current ranges for TIG electrodes when electrode is connected to negative terminal (DCEN) or to positive terminal (DCEP).
|
Electrode Dia. (mm) |
DCEN
|
DCEP
|
|
Pure and Thoriated Tungsten
|
Pure and Thoriated Tungsten
|
|
|
0.5 |
5-20 |
- |
|
1.0 |
15-80 |
- |
|
1.6 |
70-150 |
10-20 |
|
2.4 |
150-250 |
15-30 |
|
3.2 |
250-400 |
25-40 |
|
4.0 |
400-500 |
40-55 |
|
4.8 |
500-750 |
55-80 |
|
6.4 |
750-1000 |
80-125 |
Table 10.2: Typical Current Ranges for TIG Electrodes
The power source required to maintain the TIG arc has a drooping or constant current characteristic which provides an essentially constant current output when the arc length is varied over several millimeters. Hence, the natural variations in the arc length which occur in manual welding have little effect on welding current. The capacity to limit the current to the set value is equally crucial when the electrode is short circuited to the workpiece, otherwise excessively high current shall flow, damaging the electrode. Open circuit voltage of power source ranges from 60 to 80 V.
Argon or helium may be used successfully for most applications, with the possible exception of the welding of extremely thin material for which argon is essential. Argon generally provides an arc which operates more smoothly and quietly, is handled more easily and is less penetrating than the arc obtained by the use of helium. For these reasons argon is usually preferred for most applications, except where the higher heat and penetration characteristic of helium is required for welding metals of high heat conductivity in larger thicknesses. Aluminum and copper are metals of high heat conductivity and are examples of the type of material for which helium is advantageous in welding relatively thick sections.
Pure argon can be used for welding of structural steels, low alloyed steels, stainless steels, aluminum, copper, titanium and magnesium. Argon hydrogen mixture is used for welding of some grades of stainless steels and nickel alloys. Pure helium may be used for aluminum and copper. Helium argon mixtures may be used for low alloy steels, aluminum and copper.
TIG welding can be used in all positions. It is normally used for root pass(es) during welding of thick pipes but is widely being used for welding of thin walled pipes and tubes. This process can be easily mechanised i.e. movement of torch and feeding of filler wire, so it can be used for precision welding in nuclear, aircraft, chemical, petroleum, automobile and space craft industries. Aircraft frames and its skin, rocket body and engine casing are few examples where TIG welding is very popular.
